 |
|

 |
 |
Usted necesita la parafina en polvo como materia prima. Maquina de derretir parafina + Maquina de pulverizadora de parafina |
Maquina automatica para fabricar velitas de noche
(tea-light, votive and small pillar)
 |
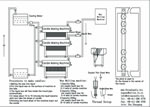
Maquina automatica de hacer velas
Este tipo de máquina esta redisenada para ser ajustada en dos posiciones operativas. Tiene una configuracion razonable y confiable, tecnologia avanzada, facilmente ajustable y silenciosa. Las dimensiones de las velas a ser prensadas y formadas puede ser controlada a limites estipulados. La densidad uniforme y el mismo peso logrado garantizan que el tiempo en que la vela estara encendida sera exactamente el mismo. En la misma maquina usted puede variar los moldes para prensar diferentes formas y alturas, logrando asi una apariencia armoniosa. • Caracteristicas del producto. • Antes de prensar las velas y moldearlas, la cera es pre-prensada, de modo que la densidad sea uniforme y el peso de las velas sea basicamente el mismo. • Se puede ajustar al limite minimo el movimiento para un pre- prensado y el peso de las velas puede ser comprimido y ajustado en su rango. • Debido al pre-prensado se mantiene un balance de la medida de construccion. Aunque las velas sean mas grandes o mas largas se puede mantener una densidad consistente. • Como no hay un espacio entre la placa de moldeado y el chasis cuando se prensan las velas, y la perforadora tiene amortiguador, el lado y angulo de las velas es regular, no se danan las superficies complejas, y el polvo de cera es extraido de los moldes. • Tiene cabezas de perforacion de pre-prensado por lo tanto, se puede ajustar la solidez opcional del polvo de cera que entra al tanque de volumen constante. La maquina puede prensar velas de peso optimo que usan varios tipos diferentes de cera en polvo. • La maquina tiene dos posiciones operativas: si se ponen dos colores diferentes de cera dentro de los TANQUES DE CERA EN POLVO o se programan dos cabezas perforadoras de diferentes formas de superficie, la maquina puede hacer velas de diferentes formas o colores al mismo tiempo y luego verter dentro de cada molde. • Debido al lubricante de alta velocidad en el tanque de aceite, la maquina funciona con un ruido minimo. • Construccion y especificaciones. La maquina esta compuesta por el cuerpo de la caja, la transmision, el mecanismo de rueda, rodillo, tanque de cera en polvo, cruceta, instalacion de posicion fija, instalacion pre-prensado, punzon de prensado, punzon de soporte, placa moldeadora, placa estencil, calentador, sistema electrico, etc. • Motor: 380 V/50 Hz-3 hp, 1,5 kW/ 960 RPM. • Punzón: 28-30 veces por minuto. Producción: 60.-70 piezas, si se cambia el diametro de la rueda a uno mas grande, se aumenta la produccion de velas. • Consumo del calentador: 500w cada resistencia (total 2.) • Tamano de la vela: Diametro: 20-40mm, altura: 10-50mm. Usando el mismo molde, se puede aumentar o disminuir 2mm la altura de la vela de acuerdo a la medida de regulacion (ajustar el largo del rodillo), y se puede ajustar el peso. Si se cambia el molde y la placa estencil homologa, se puede ajustar la altura de la vela a voluntad dentro del rango estandar. • Precision del peso de la vela: error inferior a +-2%, por ejemplo: si el peso es de 13g, el peso resultante sera de 13g +-0,26g. • Dimensión de la maquina: 922mm*795mm*1410mm. • Ajuste y Utilizacion. • Antes de operar la maquina: la direccion de la revolucion del motor es la de la flecha marcada en la tapa de la cinta, Ej. overlook es en el sentido de las agujas del reloj. • El polvo de cera en el tanque deberia estar por encima del nivel maximo de las cuchillas. Si el polvo no es suficiente, debe ser complementado. Esto evita que se afecte la altura y la densidad de las velas. • Encienda la maquina y luego caliente la cabeza del punzon hasta que la temperatura de precalentado alcance unos 60-70°C. Esta temperatura puede ser ajustada por la perilla de temperatura. Cuando se apague la luz amarilla el pre calentado esta completo y la unidad puede comenzar a operar. • Despues de que la maquina haya operado por varios ciclos se puede chequear el peso de algunas velas, si este no es el apropiado el usuario puede regular la altura de caida del punzon de pre prensado, aflojando la tuerca y girando el tornillo hacia arriba o abajo, y luego volviendo a ajustar la tuerca de seguridad. • Mantenimiento • Cuando la maquina se detenga se requiere la limpieza de la superficie inferior del punzon de prensa y soporte, usando tela inmersa en aceite preferentemente, para evitar que se pegue el remanente de vela. • Cuando se comience a operar cada vez, el operario debe verter lubricante en la columna de cuatro guias. La primera vez que la maquina opere, se debe chequear le tanque de aceite del lado del eje de alta velocidad, tenga lubricante o no, y si no tuviere suficiente, usar complemento de aceite de motor de 30 # • El operador deberia limpiar el canal de salida de velas cada tanto para mantenerlo sin rozamiento. • Al final de cada trabajo, la plataforma de la maquina debe ser limpiada de restos. Utilice un cepillo para remover restos de cera de la superficie de la placa moldeadora, fondo de la placa esténcil y del agujero de superficie fija.
|
|
 |
||
 |
||
 |
||
 |
||
 |
Las velas pueden ser fabricados:
Model: |
XGET I |
XGET I I |
XGET III |
XGET IV |
XGET V |
XGET VI |
XGET VI I |
XGET VIII |
|
Shape of the candle |
T-light |
T-light |
Votive |
Small pillar |
Pillar |
Pillar |
Pillar |
Pillar |
|
Product Scape |
Dia. (mm) |
30~38 |
30~38 |
38~58 |
38~50 |
50~100 |
50~100 |
75~150 |
50~75 |
High(mm) |
12~20 |
12~20 |
12~50 |
50~100 |
150~225 |
150~250 |
150~225 |
65~150 |
|
Output (PCs/Min) |
120 |
120 |
50 |
40 |
8 |
6 |
6 |
12 |
|
Remark |
Tealight only, mould can be changed. |
Tealight only, make a groove on the bottom of the tealight candle. Mould can be changed. |
size less than 2*2 inches, for the tealight, small pillar and votive. Mould can be changed. |
Mould is fixed. |
|||||
• Solucion de Problemas. Cuando la maquina funcione anormalmente debe ser apagada inmediatamente y eliminar el problema. Refierase a la siguiente tabla:
IMPORTANTE: Usted si lo desea puede producir diferentes tamaños y formas de velas dentro las medidas que permite la maquina.Para ello es necesario solamente cambiar el molde o puntero o sea que en esta maquina puede fabricar veladoras de noche y tambien velas votivas o veloncitos.
|










![]()
|